
金屬模型須知
2023-02-22
金屬模型須知
打樣、小批量生產、直接使用
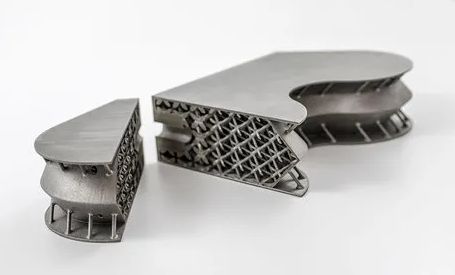
我司金屬列印製程為:SLM (Selective Laser Melting, 雷射選區重熔),特色是精度高、適用於複雜薄壁精細零件;不過尺寸比較受限,需進行熱處理。
代工列印可以選擇的材料為:鋁合金、不鏽鋼、模具鋼、鈦合金,若有需要其他種類材料請另外來信詢問,我們將盡力為您尋找可列印資源。
會選擇使用金屬材質以及金屬列印技術的您,可能是基於下列理由:
最終產品為金屬材質,需進行批量生產前的測試打樣,或是想要進行小批量生產。
鋁合金AlSi10Mg:屬於輕金屬,具備高動態負載能力,並且後加工最為容易。主要應用於賽車行業、航太內部、機械工業等功能性原型。
不鏽鋼316L:具備耐腐蝕、高抗拉強度、高強度、高剛度等等特性。主要應用於一些功能性零件(EX: 手錶、珠寶、電子外殼、配件)、食品和化學設施、汽車行業的非腐蝕性零件。
模具鋼MS1:與其他鋼相比具有更好的導熱性,在熱處理後可到洛式硬度HRC 54。主要應用於注塑模具、金屬鑄造工具等等需要特別高強度/剛度的零件。
鈦合金TC4:具備生物相容性、良好的機械性能以及強度重量比,並具有更好的耐腐蝕性。廣泛應用於航太工程、人體的關節置換和手術工具、賽車和腳踏車車架、電子產品、以及其他高性能產品。

(鋁合金列印)

(不鏽鋼列印)

(模具剛列印)
(鈦合金列印)
為了讓模型製作的成果能夠更符合您的期待,下面要為大家介紹在設計建模以及代工溝通時,需要注意的事項。
準備3D檔案的流程
從模型的設計開始,可以自行3D建模;或是當您有實體物品時,可以選擇逆向掃描取得圖檔。接著,您需要將檔案輸出成3D列印切層軟體可以接受的格式:
我們的金屬列印製程,僅能接受STL檔案格式;輸出時,需要特別注意網格解析度的調整,解析度太低會導致印出來會有明顯的格紋,解析度太高可能會讓檔案太大甚至軟體跑不動唷!
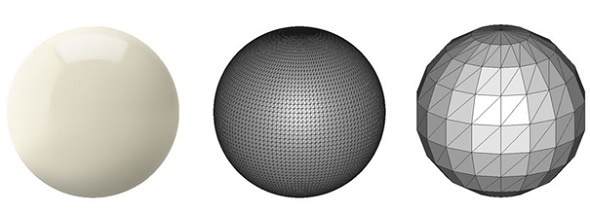
(圖說:左-成品,中-STL高解析度過高,右-STL解析度過低)
如果您是第一次接觸金屬3D列印,請仔細閱讀以下注意事項:
(1) 攻牙:螺紋建議用攻牙,不建議直接列印(含內、外螺紋),效果會不好。我司可以協助後處理攻牙,此項目費用另計。
(2) 最小特徵:建議在0.5mm以上較為安全,壁厚低於0.5mm不保證能列印出來。
(3) 組裝:裝配件需要另發裝配組裝圖,發貨前會裝配好才寄出,如沒提醒則不負責裝配,需裝配的產品需預留單邊0.15mm空隙。
(4) 公差:約為+/-0.2-0.3 mm,實際誤差會因工件幾何形狀與尺寸而有所不同。
(5) 二次精加工:當局部裝配要求較高時(如軸承孔 / 直徑 / 平面裝配位)要提前留出加工餘量,再通過二次精加工配合。我司可協助後處理二次精加工,此項目費用另計。
(6) 金屬列印材質跟傳統製程材料一樣,可以後續二次加工處理。
外觀
(1) 金屬列印在高溫燒結的過程中,有些細長、薄壁、殼類等結構會有輕微變形情況發生,請特別注意。
(2) 金屬列印的優勢在於結構複雜件,精度跟表面效果會遜於CNC等機加工。
(3) 本色表面麻點(Ra7左右)
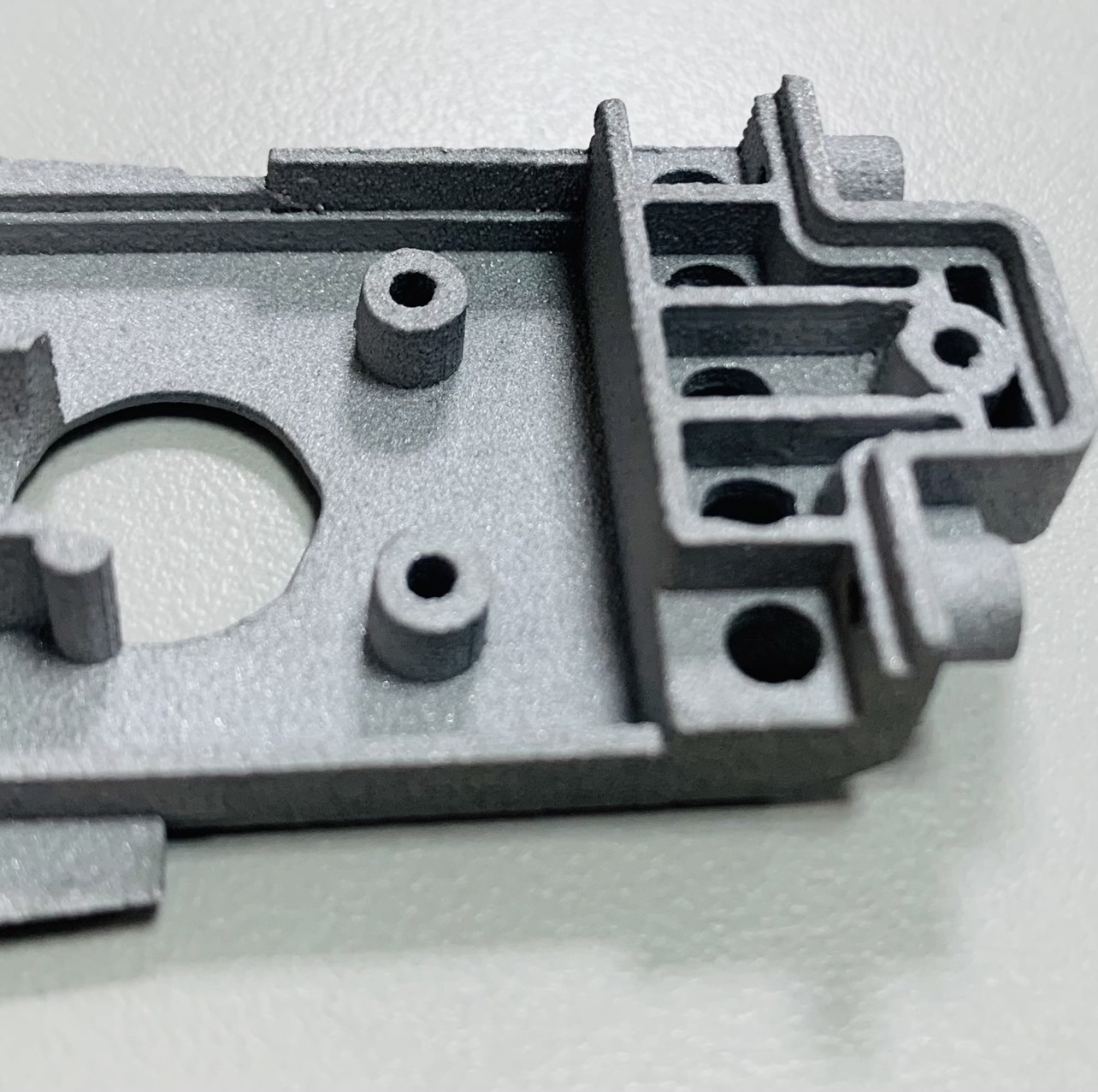
(外觀本色表面麻點約為Ra7左右)
結語
以上為金屬列印技術基本的概念,適用於大部分模型,但實際情況仍依您的模型形狀可能有所不同。
關於代工列印,有任何問題,歡迎隨時與我們聯繫,會有專人與您一對一討論。
讓我們一起將3D列印的優點運用在您所需要的地方吧!
1. 加入官方LINE帳號
搜尋ID:@3dprinting.tech 或 點此連結掃描QR code:lin.ee/wRB4z2i
2.Email諮詢/估價
請將3D圖檔寄到代工信箱ddm@3dprinting.com.tw

關鍵字:
3D列印│3D掃描專家 普立得科技
普立得科技成立於2004年,專注於工業級3D列印與3D掃描逆向工程,並提供3D列印掃描的代工整合服務。整合相關加值軟件,包含拓撲優化設計 、醫療影像分析、逆向工程 、3D檢測等軟件,期望推進積層製造的使用習慣為生產帶來更多價值。



關注我們





您有什麼疑問,或想諮詢我們的產品與服務,請留下信息,我們會及時與您聯繫!
© 2004-2023 普立得科技有限公司 All Rights Reserved


 info@3dprinting.com.tw
info@3dprinting.com.tw
 02-8228-1900
02-8228-1900
